Company is certified by ISO 9001:2000, BIS of IS: 1786
Company is certified by ISO 9001:2000, BIS of IS: 1786
"ISHWAR" - THERMO MECHANICALLY TREATED REBARS
Which we manufacture through turboquench technology meets all the required parameters of construction industry. The elongation and the yield stress of the re-bars are not only as per the minimum requirement but taken on the higher side to give more cushion to the users.
THERMO MECHANICALLY TREATED BARS(TMT BARS) IN DIAS: 8MM, 10MM, 12MM, 16MM, 20MM, 28MM AND 32MM GRADE: FE 415 & FE 500 AS PER IS: 1786/2008




TURBOQUENCH SYSTEM
The latest machinery coupled with years of experience and a dedicated and hard working subordinate structure ensures the faith in our product. and its Technical parameters is tailor made to suit customers end requirements based on years of research/perfection by our Collaborator Mr.Herbert Rothe.. This system provides:

The major advantages, qualities and benefits of using "Ishwar" TMT Bars are:
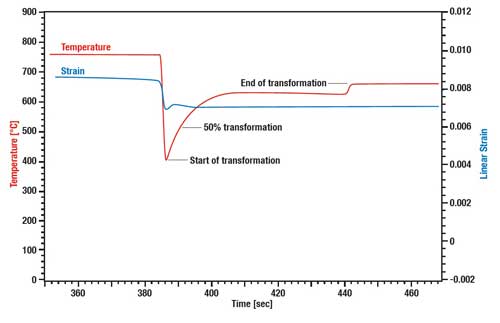
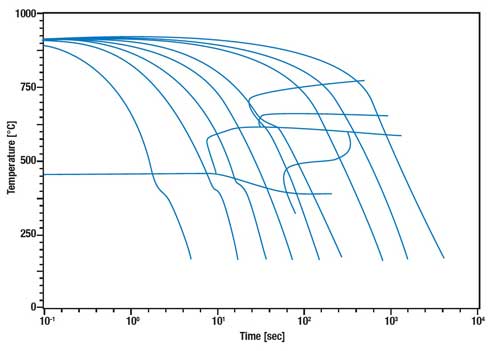
TURBOQUENCH SYSTEM - TEMPERATURE GRAPH
The quenching & tempering process as per TMT technology makes use of the heat energy of the rolled bar after the finishing stand of the rolling mill. Normally, this energy is wasted as the rolled bars at 950-1000 C are allowed to cool to ambient temperature on the cooling bed. The TMT process is a sophisticated and precise technology that has been developed after years of trials and tests. The bar as it leaves the last stand is guided through specially designed proprietary TMT Pipes where in the surface temperature of 950 - 1000 C is brought down drastically in a relatively short period of time approximately 1 sec - on account of the intense and uniform cooling. The temperature of the core is largely unaffected. The TMT Bars is derived from thermal exchange and this exchange is the key to the process. The drastic and pre-determined cooling of the bar periphery transforms the peripheral structure to martensite and would necessarily need to be annealed to render the bar useful. This annealing is achieved through the heat available at the core. The peripheral and core temperatures finally equalise at around 600 C and the resultant bar structure is of tempered martensite at the periphery and of fine-grained ferrite-pearlite at the core. Generally speaking, the resultant soft core forms about 70 - 80% of the area (depending upon the desired minimum yield strength) and the rest is the hardened periphery. The product exhibits high yield point, surface hardness, toughness, ductility and weldability.